ステンレス鋼鈑を筐体や板金部品に使用したいとの要求があります。
材質は「SUS304」「SUS316」「SUS430」「SUS403」を
表面処理は「2B」「ヘアライン」「#400」 を よく使用します。
ステンレス鋼鈑は高価ですが、素晴らしい性能を有する材料です。
ステンレス鋼鈑の材質と表面処理をうまく活用して筐体や板金部品を設計してください。
知っておくと設計に役立つ情報を以下に説明します。
ゆっくり見ていってね。
ステンレスの概要
鉄にクロムを加えるとクロムが酸素と結合して鋼の表面に薄い不動態被膜を形成します。
この不動態被膜が耐食性を向上させ、錆びはほとんど進行しにくくなります。
不動態被膜は3μm/1000程度です。大変強靭で破損しても周囲の酸素と結合し再生します。
10.5%以上のlクロムを添加して耐食性を向上させたものをステンレス鋼といいます。
耐食性以外にも耐熱性、加工性、強度など優れた特性を持っています。
材質の特徴
筐体や板金部品に使用するステンレス鋼板は、オーステナイト系、マルテンサイト系、フェライト系の3種類に分類できます。
世間の常識から「ステンレスは磁石につかない」「錆びない」と SUS304を選択されますが、設置環境によっては、もらい錆び、端面や重ね合わせから錆びが発生します。
ステンレスには違いないからと、価格面から安価なSUS430を選択され、手入れがよくて問題がない場合があります。
塩害地でなければSUS430+塗装でほとんど錆びません。SUS304選択は過剰品質の場合があります。
SUS304で錆びが生じる環境ならば、SUS316を試す価値があります。
環境によって求められる耐食性や強度は千差万別なので、特徴をよく理解され選定してください。
| 項目 | オーステナイト系 | フェライト系 | マルテンサイト系 |
| 代表品種 | SUS304 SUS316 (18Cr-8Ni) | SUS430 (18Cr) | SUS403 (13Cr) |
| 特徴 | ●耐食性/耐酸性・・・優 耐熱性 深絞り性 磁性なし | ●耐食性/耐酸性・・・良 安価 磁性有 | 耐食性/耐酸性・・・可 ●高強度/高硬度 磁性有 |
| 用途 | 冷蔵庫棚板、食品工業設備 化学工業装置 | 自動車部品、建築材料、 台所用品 | 刃物、洗面用具、アイロン、 トースター |
| 記事 | ステンレスの約7割がSUS304 重ね合わせの部分に錆が生じる。 SUS316はSUS304より 耐食性/耐薬品性に優れるが、 SUS316は流通量が少なく、 約1.5倍ほど高い。 | Cが0.12%以下で熱処理による 硬化はない Ni高騰を受け、SUS304と 同等の耐食性を有する SUS443J1が開発された。 | Cが多く焼き入れが可能。 大気中の防錆用として良い。 雨水の耐食性は弱い。 |
| 種類 | C | Si | Mn | P | S | Ni | Cr | Mo | N |
| SUS 304 | 0.08 以下 | 1.00 以下 | 2.00 以下 | 0.045 以下 | 0.03 以下 | 8~10.5 | 18~20 | ― | ― |
| SUS 316 | 0.08 以下 | 1.00 以下 | 2.00 以下 | 0.045 以下 | 0.03 以下 | 10~14 | 16~18 | 2~3 | ― |
| SUS 430 | 0.12 以下 | 0.75 以下 | 1.00 以下 | 0.040 以下 | 0.03 以下 | ― | 16~18 | ― | ― |
| SUS 443J1 | 0.025 以下 | 1.00 以下 | 1.00 以下 | 0.040 以下 | 0.03 以下 | ― | 20~23 | ― | 0.025 以下 |
| SUS 403 | 0.15 以下 | 0.50 以下 | 1.00 以下 | 0.040 以下 | 0.03 以下 | ― | 11.5~13 | ― | ― |
注2 Niを含むと磁性がなくなるが、 SUS304は加工すると格子が変形し弱い磁性を持つ場合がある
注3 SUS443J1はCr量を高め耐食性を向上させる
表2 ステンレスの化学成分
表面処理
| 名称 | 仕上げの 状態 | 仕上げの 方法 | 主な 用途 |
| No.1 | 銀白色で光沢がない | 熱間圧延後、焼鈍→酸洗で仕上げ | 表面光沢を必要としない。 |
| No.2D | 灰色で光沢が少ない | 冷間圧延後、焼鈍→酸洗で仕上げ | 一般用材、建材 |
| No.2B | No.2D仕上げよりなめらか やや光沢のある仕上げ | No.2D材に鏡面に近いロールで 軽く冷間圧延(スキンパス圧延) | 一般用材、代表的建材 板金材料として多用。 塗装しても使用 |
| BA | 圧延後の表面を引き継ぐ 一般に光沢のある表面仕上げ | 冷間圧延後、光輝焼鈍(無酸化 焼鈍)実施 | 自動車部品、家電製品、 厨房用品、装飾用 |
| No.3 | 光沢のある粗い目の仕上げ | P100~P120番のベルトで研磨 | 建材、厨房用品 |
| No.4 | 光沢のある細かい目の仕上げ | P150~P180番のベルトで研磨 | 建材、厨房用品、車両、 医療器具、食品設備 |
| #240 | 細かい目の研磨仕上げ | P240番程度のベルトで研磨 | 厨房器具 |
| #320 | さらに細かい目の研磨仕上げ | P320番程度のベルトで研磨 | 厨房器具 |
| #400 | ほぼ鏡面に近い光沢 | P400番バフで研磨仕上げ | 建材、厨房器具 |
| ヘアラインHL | 長く連続した研磨目を 持った仕上げ | 通常P150~P240番の砥粒 研磨ベルトで長い研磨目をつける | 代表的建材 |
製造工程
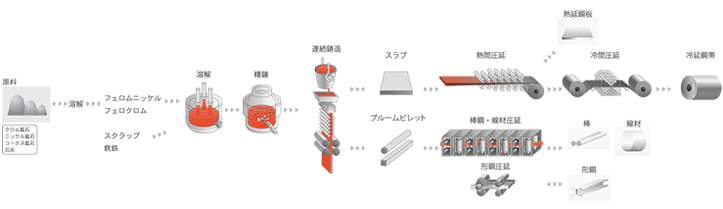
原料 → 溶解 → 精錬 → 連続鋳造 → 圧延
ステンレス製筐体の用途と表面処理
ステンレス製制御盤、分電盤の製作依頼も多く受けます。筐体の用途と表面処理を紹介します。
| 用途 | 表面処理の目的 | 表面処理 | 備考 |
| 塩害地区に設置 | ●防錆 塩分付着防止 もらい錆び防止 | 2B材+アクリル塗装 (有彩色) | 重ね合わせで塗膜がないと 錆発生の恐れあり |
| 目につく場所に設置 | ●美観 汚れ付着防止 もらい錆び防止 | ヘアライン+クリア塗装 (透明) | クリア塗装は密着性が悪い。 短期の塗替え必要 |
| 厨房、食品工場、 薬品工場に設置 | ●衛生 頻繁に湯水で清掃する 汚れ付着防止 塗膜の剥離防止 | #400 | ほぼ鏡面仕上げ 汚れが目立つ |
おまけ 意匠面に溶接痕を設けない。(扉裏面の溶接跡に失敗)
数年前の話
ヘアライン仕上げの扉裏面に、金具をスポット溶接する試作を発注しました。
スポット溶接の凹みは目立つので、溶接電流を下げること、凹部をなだらかにペーパーがけすると
現場に指示していたのですが、誤魔化せず凹は目立ちました。
スポット溶接の凹周囲はなだらかになったのですが、ペーパーがけしないところと差が目立ってしまうのです。
困って、知り合いに電話をかけまくったら、ある試作屋さんが仕上げ屋さんを紹介してくれました。
仕上げ屋さんは、打痕を含めた扉全面をすべて同時に再研磨して仕上げてくれました。
凹はまったく目立たなくなり、溶接前より意匠は良くなりました。
無事に試作を展示会に出品できました。
再研磨は高価です。費用面からとうてい量産に採用できません。
量産では意匠面でない側面に溶接位置を変更して対応しました。
#400 や ヘアライン の裏面に溶接した場合、表面に溶接跡が出てしまいます。
溶接痕が意匠面に表れたら、対策に困ります。
設計段階で対応方法を検討しましょう。
まとめ
ステンレスの材質は100種類以上ありますが、筐体や板金材料として使用する材料は限定されます。
また、表面処理も同様に限定されます。
特に「SUS304」「SUS430」、「2B」「ヘアライン」「#400」 を よく使用します。
覚えてください。
参考資料
ステンレス協会ホームページ
JIS G 4304 熱間圧延ステンレス鋼板
JIS G 4305 冷間圧延ステンレス鋼板
以上 最後まで見ていただいてありがとうございました。