
配電盤類は、防錆と美観を目的に塗装されます。
塗装は、工場のラインで焼付塗装が施される場合がほとんどです。
下塗塗装はカチオン電着塗装、上塗塗装は粉体塗装が多く使用されます。
工場の塗装工程の違いにより大きく塗膜性能も異なります。
配電盤類の塗装工程について説明します。

脱脂・・・・・・溶剤脱脂やアルカリ脱脂が主に行われます。
スプレーで行うもの、浸漬するものがあります。
化成被膜処理・・塗膜の密着性や耐食性を上げるために化成被膜(リン酸塩皮膜)を形成します。
スプレー処理、浸漬処理があります。
下塗り・・・・・塗料をスプレーする静電塗装や塗料に浸漬する電着塗装等が行われます。
上塗り・・・・・塗料を噴霧する溶剤塗装や粉体塗装が行われます。
塗装工程例
キャビネットのメーカーに塗装工程表を請求すれば入手できます。

前処理(脱脂)
板金加工した鋼板表面には防錆油、潤滑油、加工油、溶接棒の被覆成分等が付着しています。
アルカリ成分と界面活性剤を水で希釈した脱脂洗浄液を前処理剤として使用します。
前処理液の浸漬やスプレーによって製品を洗浄します。
前処理剤には、
①油を金属表面より液中に引きはがす効果
②油を洗浄液中に保持し再付着を妨げる効果 があります。
洗浄は,塗膜と製品素地との密着性に大きく影響するので重要です。
鋼鈑は表面が清浄になると発錆しやすくなります。洗浄後ただちに塗装しなければなりません。
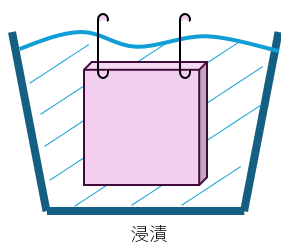
浸漬洗浄は、製品を薬液中に漬けて洗浄処理します。
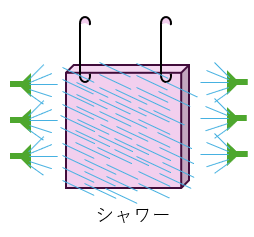
シャワー洗浄は、製品に薬液を吹きかけて洗浄処理します。
シャワー洗浄は、薬液が直接当たる箇所は洗浄できますが、障害物があると十分に洗浄ができません。浸漬洗浄は、シャワー洗浄に比べて洗浄されない箇所が出にくい方法です。
化成皮膜処理(リン酸亜鉛皮膜処理)
鋼板を脱脂の後、表面にリン酸塩水溶液をかけると、鋼鈑表面にリン酸塩皮膜を形成します。
配電盤類では、主にリン酸亜鉛皮膜処理が用いられます。
この皮膜は短期の防錆力を持ち、塗料との密着性を向上させます。
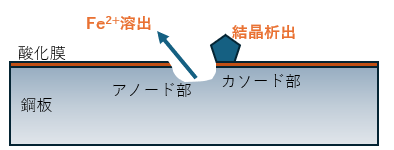
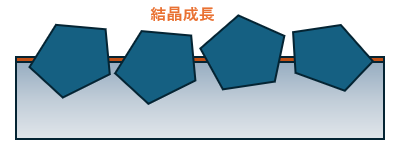
リン酸亜鉛皮膜処理は、金属との腐食反応を利用して生成物を被膜として析出します。
アノード部では酸化膜を除去しながら鉄が溶出します。
カソード部ではリン酸亜鉛の結晶が析出します。
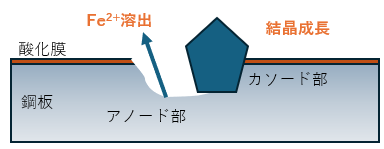
リン酸亜鉛の結晶は鉄の溶出と共に成長します。
溶解する鉄のアノード電流密度が高い方向に結晶は成長し、エッチングされた部分を埋める様に結晶は成長します。
結晶が成長して表面をすべて覆いつくすと反応は終了し被膜が得られます。
りん酸亜鉛皮膜処理は、液中への浸漬する場合とシャワーによる場合があります。
下塗り(カチオン電着塗装)
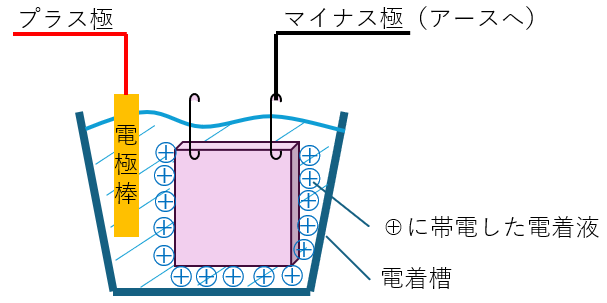
被塗物を陰極とし、陽極との間に直流電流を流して、被塗物の表面に均一な塗膜を析出させます。
また、隙間や入り組んだ部分にも塗装でき、塗膜の流れやたれが生じません。
カチオン電着は、電気的に金属溶出反応がないので防錆力が優れているので、配電盤類では、
エポキシ樹脂を主としたカチオン電着塗装が主流です。
電着塗料液中では水の中で樹脂成分と顔料は⊕に帯電しています。
電着塗装時に被塗物を陰極にして、直流電流を流すと、被塗物の表面に樹脂と顔料が析出し、不溶性の塗膜が形成されます。
静電粉体塗装
粉体塗料は、有機溶剤を含まず、被塗物に吸着しなかった塗料を回収して再利用できます。
品質、作業性で優れており、環境に対応した塗料です。
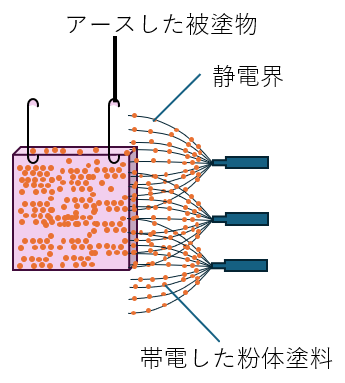
配電盤類では、ポリエステル樹脂を塗布する静電粉体塗装(コロナ帯電)が主流です。
コロナ帯電は、高電圧がガンの先端に印加され、周囲のエアーをイオン化します。
粉体はこのイオン中を通過する際に帯電し、アースされた被塗物に塗着、粉体の膜を形成します。
まとめ
配電盤類で使用される 脱脂、リン酸亜鉛皮膜処理、カチオン電着塗装、静電粉体塗装
を説明しました。
他の塗装方法と比較すると、長所、短所があります。
塗膜性能を第一に評価していただいて、それを満足する塗装工程を選定いただくと良いと思います。
<参考資料>
JSIA-T1020 配電盤類の塗装技術

