配電盤類では板材を汎用機で曲げて板金筐体や部材を製作します。
初級設計者は、設計した部品が支障なく加工できるか?とても心配されます。
ここでは、知っておくと便利な「板金の曲げ加工限界」について紹介します。
特に、使用が多い板厚t1.0~t3.2について紹介しますので役立ててください。
紹介する「曲げ加工限界」は、
①最小フランジ寸法、
②曲げから穴までの最近接位置、
➂端部の曲げ寸法、
④曲げ形状、
⑤曲げ部の膨らみ
⑥普通許容差 です。
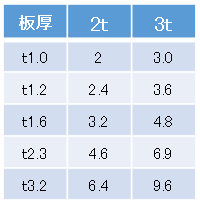
最小フランジ寸法
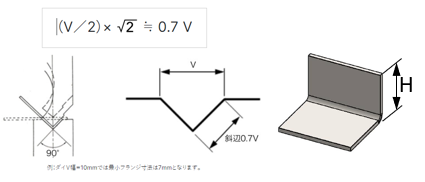
① 最小フランジ寸法:H
・板を曲げ終わるまで、板がダイのV幅に乗っている必要があります。
・一般的に用いるボトミング曲げは、板厚が0.5~2.6の場合 V幅 6t、
板厚が3.0~8 の場合 V幅 8t が必要です。
・最小フランジHは、Vx0.7に余裕・ばらつきを加えた値で設計してください。
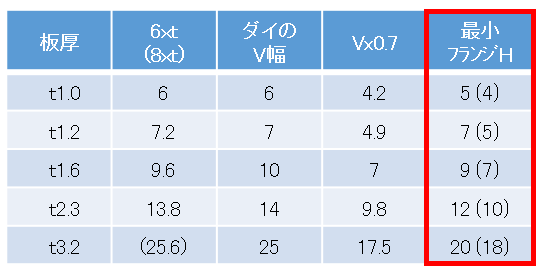
※( )は圧力表が示す最小フランジ長さです
曲げから穴までの最近接位置
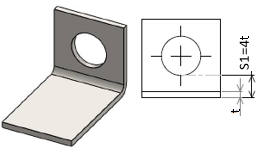
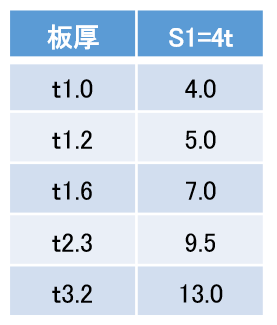
②-1 曲げから穴までの最近接位置:S1
・曲げと穴が近いと穴が曲げに引っ張られて楕円になります。
曲げの影響を受けないためには S1=3t+iR 以上の距離が必要です。
・板厚が0.5~2.6の場合、内曲げ最小 iR=t より S1=4t
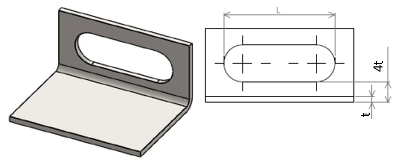
②-2 曲げから長穴までの最近接位置:S2
・曲げと穴が近いと穴が曲げに引っ張られて楕円になります。
曲げの影響を受けないためには S2 の距離が必要です。
・内曲げ最小 iR=t より S2=4t~5t
端部の曲げ寸法
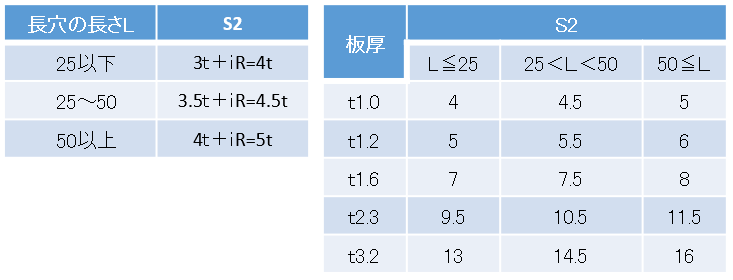
➂ 端部の曲げ
内曲げR= t とした場合
内曲げRから影響を受けない位置: 2t以上です。
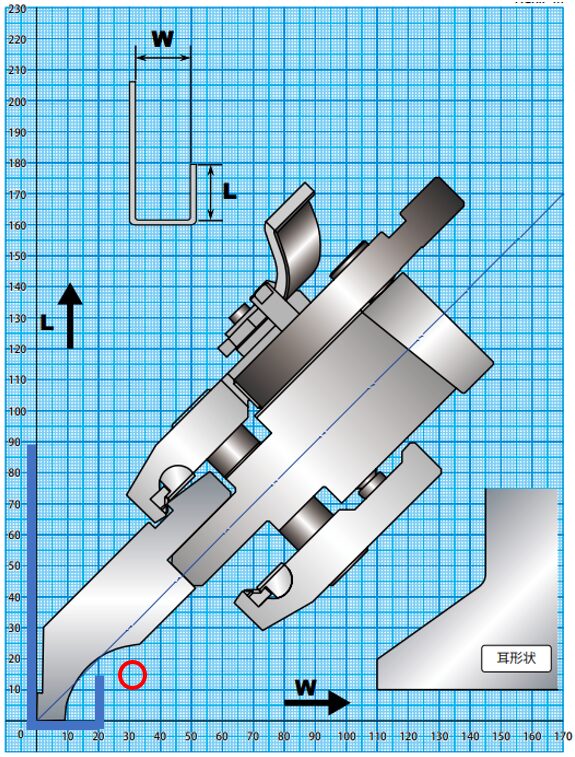
曲げ形状
④曲げ形状
下図の「リターンベンド限界グラフ」を活用すると加工の良否が判断できます。
「リターンベンド限界グラフ」は、ベンディング金型メーカーで入手できます。
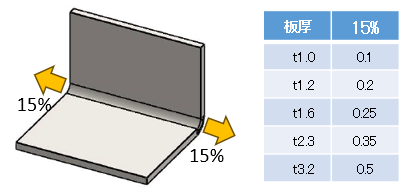
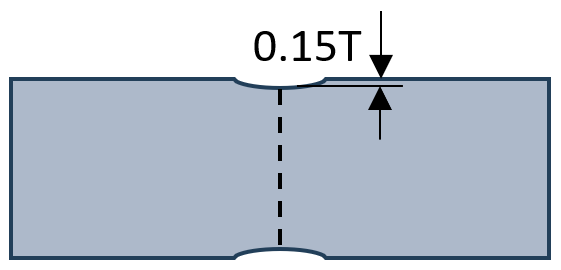
曲げ部の膨らみ
曲げると内側に圧縮応力が働き、左右に板厚の15%ほど膨らみます。
曲げる前に凸分を除去すると、曲げた際の膨らみを防げます。
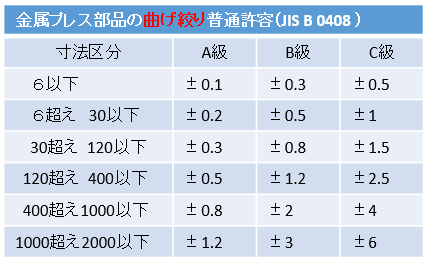
普通許容差
曲げの許容差は、抜きに比べると大きいです。
曲げた部分より、端面や抜いた穴等、曲げていない部分を基準にするとよいと思います。